Not only the world does not stop changing, but it is also gaining speed.
If it was in the Edo period, it was best to ask the elder of a village about something you do not know because there were not many changes in means of transportation and information exchange. He knows the best about a lot of things because of his long experience.
Today, in contrast, you see new things every year that did not exist last year, and you see things that do not exist now when next year comes. Knowledge of the elders from the past is useless.
You will get left behind if you are just standing in a daze because things that are there now become unnecessary and replaced with new things.
If this happens to a company, it will go bankrupt. Companies must change at least at the same rate as the changes in the world. One of the methods is Kaizen.
When I suggest Kaizen in workplace, I sometimes hear immediate response saying “we cannot do it” or “it is impossible.” I do not suggest something that is not absolutely impossible.
So, why do they say impossible?
It is because the person only says “it is something I cannot do on my own, “I cannot do it right away,” and “I cannot do it entirely,” meaning the person cannot do it.
In other words, it is possible if everyone works together to make changes one by one in a structured way. Everything can change. How to do it is Kaizen.
What determines the strength of a company and the strength of workers is whether there are cheerful and energetic people who are courageous with leadership skills.
I think you can visualize a way of nurturing people as going to school. However, schools do not teach how to truly change us.
Cheerfulness and courage are something that you do not learn in school.
Here, I ask all employees to make at least one improvement a month. Even if it is something small, or by imitating others, everyone needs to make improvements.
If it is carried out, they will definitely see results. When they continue making improvements persistently for a year, they will see large results.
I can say there is growth apparently because they put into action on their own.
Once an employee makes a presentation in front of the president, the presenter becomes a teacher and the president becomes a student.
This is also an evidence of growth.
If the president compliments the employee on the spot, it creates a place where one belongs to in the company.
In this way, the employees that a company looks for grow through recognition.
They will continue to make improvements and contribute to the company’s business.
It is unknown how the world will change. Even if the world changes in anyway, it becomes a company’s great power if everyone responds by making continuous improvements, creating a favorable condition for the company.
Even when each improvement is small, with everyone continuously changing a company, the management can further change into an absolute existence. This is a Kaizen.
Here are some of the companies Yukio Kakiuchi provided consulting services for Kaizen
(Sales: JPY 8 billion, Number of employees: 200, Automobile maintenance equipment manufacturer)
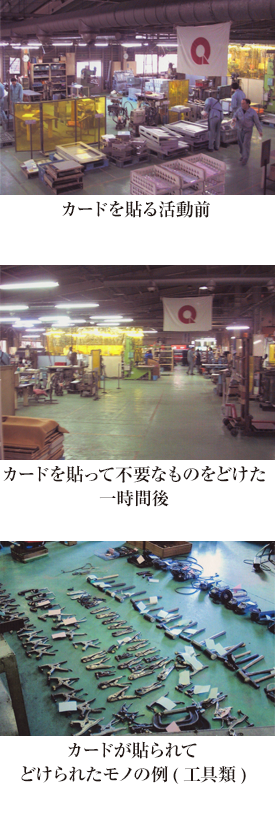
| Participants and an implemented site | Participants:President, three officers, general manager of production management, general manager of engineering, general manager of purchasing management, general manager of production, general manager of quality control, general manager of accounting, and seven line supervisors Implemented site:Assembly site |
| Items for tagging and judgment criteria | All the items not used within a month. (Parts, jigs, tools, locations, documents, etc.) |
| A simulating ideal look obtained on the spot | After removing all the items not used readily, it helped create a spacious workplace with open space. It solved a problem that the workplace was too small to place parts in an easy-to-use manner. |
| Discoveries and results obtained on the spot | A (Work site level):After moving tagged items to outside of a line, it created open space. B (Control level):It created a pile of parts in large quantity, which were not used within a month. It comes to their attention that the purchasing dept. purchased parts with automatic ordering too early and in large amount. |
| Results achieved immediately (a month) | C (Control level)The production lot cut down from 50 to 20 and immediately resolve the lack of space. D (Work site level): The procurement and the supply of parts became more frequent. The way of placing items was improved. This reduced the delivery of the on-hold operation by line workers by about one-third and increased productivity by 10%. |
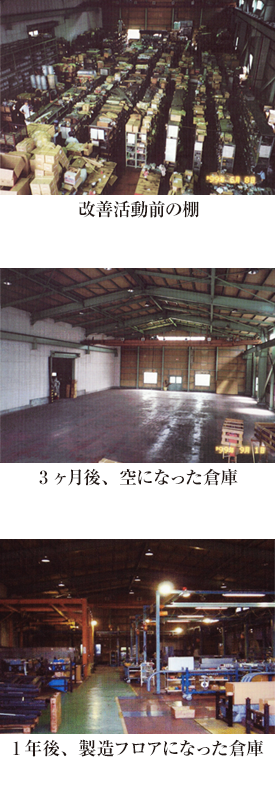
| Results achieved afterwards (a year) | E (Technical level): The installation of subline for better quality in an open space on the line side. F (Management level): The warehouse has less inventories and the open space was changed to a production line to accommodate increased production. G (Management level): Using the funds obtained from reduced inventories and JIT (Just In Time)delivery as conditions, it reduced the bills receivable and paid back a special loan of JPY 200 million. H (Technical level): The activation of continuous improvements completed the improved system of the automatic supply at night. The company also obtained a patent. |
Because the general manger of accounting participated in the Kaizen, the company carried out a unique idea of using the reduction in lead time for negotiating the reduction of site. At first, the improvement was to remove items not immediately used in the work site. This eventually led to the installation of a new line, improved cash management, and other improvements at the management level. In addition, employees became more motivated in the process. It generated a high level of improvement such as the acquisition of a patent.
In addition, table 4-3 shows activities participated by the participants from each department, who had a part in the first activity, after a month and a year. The results indicate that each participant was always involved in an activity after taking a part in the first activity. There is a common tendency in the following nine cases, which all the participants of the first activity are involved in one of subsequent activities.

(Sales: JPY 5 billion, Number of employees: 120, Sensor manufacture)
| Participants and an implemented site: | Participants: President, vice-president, general manager of production, general manager of engineering, general manager of purchasing, general manager of quality control, general manager of general affairs, 15 leaders in production, purchasing and production management, and five line workers Implemented site Assembly site and warehouse |
| Items for tagging and judgment criteria: | All the items in an assembly site not used within a month.
・ All the items in the warehouse not moved within a month. ・ All the items in the workplace, which seem to have a problem (e.g. a workbench, which is difficult to use) |
| A simulating ideal look obtained on the spot: | After unnecessary items were cleared away and organized, the cell line created by the engineering dept., which workers considered hard to use, was left with tags on, clearly showing the directionality of continuous improvements in the workplace. |
| Discoveries and results obtained on the spot: | A (Technical level):The cell assembly line created by the engineering dept. was filled with tags. Tagging exposed the dissatisfaction of line workers mentioning it was difficult to use the line. It also came to their attention that the engineering dept. did not listen to the voices from the production site. B (Work site level): Workers, who actually use a cell line, provided many suggestions for improvements. C (Control level):It discovered many finished products, which stood still for more than five years. |
| Results achieved immediately (a month): | D (Work site level): Workers and leaders play a primary role in creating cell lines, which are easy to use for them, on their own. The conditions in the company were set up and the president also joined to realize the change. E (Control level):After disposing all the products that were not active for more than five years, more room was created in the warehouse. |
| Results achieved afterwards (a year): | F (Technical level): The inspections were entirely integrated in one line and all the assembly process was integrated in a cell line. G (Management level): The purchasing of parts was changed from a bulk purchase to the JIT line side delivery to eliminate inventories. H (Management level): A major client awarded the company for improved quality and cost reduction. I (Work site level): Employees became motivated to study and the company ranked top for the number of employees passing the national trade certificate exam. |
Characteristics before achieving management results in this case study:
Although young employees think the president and vice-president live in a different world, they work hand in hand and physically work on making continuous improvements by surprise. This helped raise young employees’ motivation in a rapid pace. At the discretion of the president, young employees played a central role in the activity to begin making improvements. Since everyone had a good relationship and communicated with each other well, added with a competitive consciousness among colleagues, they studied willingly to make a high level of improvements across the board in a short time.
(Sales: JPY 600 million, Number of employees: 35, Plate working)
| Participants and an implemented site: | Participants:President, one officer, one plant manager, one department chief of production management, one department chief of production, four line supervisors Implemented site:Assembly site |
| Items for tagging and judgment criteria: | All the items not used within a month. (Parts, jigs, tools, locations, documents, etc.) Intermediate items, which are not used in a same day. |
| A simulating ideal look obtained on the spot: | After removing all the items considered unnecessary or not needed soon, including those not used in a same day, the work site, which was tight and crowded with stuff, had more space. |
| Discoveries and results obtained on the spot: | A (Work site level): Everyone was surprised that a line became open after leaving only the items that are used. B (Control level):Although the production management schedule was well organized, it came to their attention that it was not followed by the production site. |
| Results achieved immediately (a month): | C (Work site level): It began a method to produce only the products necessary by implementing the pull system. The employees initiated discussion about what to do during idle time. D (Control level): In addition to providing production instruction information, it started checking on actual progress. |
| Results achieved afterwards (a year): | E (Work site level): The layout was changed to consider workflow and the multi-skill development was introduced, achieving shorter lead time and increased work productively. F (Control level):n the past, the workers were afraid of idle time and produced products early, which was a problem. With the introduction of the unit load production, the products are completed according to the timing of delivery. G (Management level): The funds obtained from reduced inventories and the cost reduction by increased work productivity boosted profits even though there was a substantial decline in sales due to a recession. |
Characteristics before achieving management results in this case study:Because the rule was to tag items not used on that day, most of the items crowding the work site were carried out to outside the line. All the participants were surprised that the work site had an open space. In addition, it came to their attention that the entire company had a fear of idle time but not afraid of producing too much. All the employees discussed how to produce products at a proper timing. This realized a production method of the pull system in a short time, promoting further improvement.
While all the participants of the first activity have a role in one of the subsequent activities (see table), it is characterized by the fact that they began sharing information through this activity. In the past, their relationship was the employees in the production site and those in the production control work separately. The activity provided a spark for a subsequent management result.